




Curve DLACU
The DLACU rotatable conveyor connects the conveyor lines at different angles with the smallest turning radius. On the outer radius of the…

Washing and drying system DLW
The Washing and drying system for belt DLW was developed by ME Food Solutions to meet the high standards of the market…

Transfer unit DLT
ME Food Solutions manufactures food processing equipment that sometimes includes miles of conveyor belt. Special equipment must be used at the joints…

Other Machines
Among the other ME Food Solutions machines we find: Leveler DLAB, Combiner DLACO, Deviator DLADV, Molder DLAFM, Pusher DLAS.

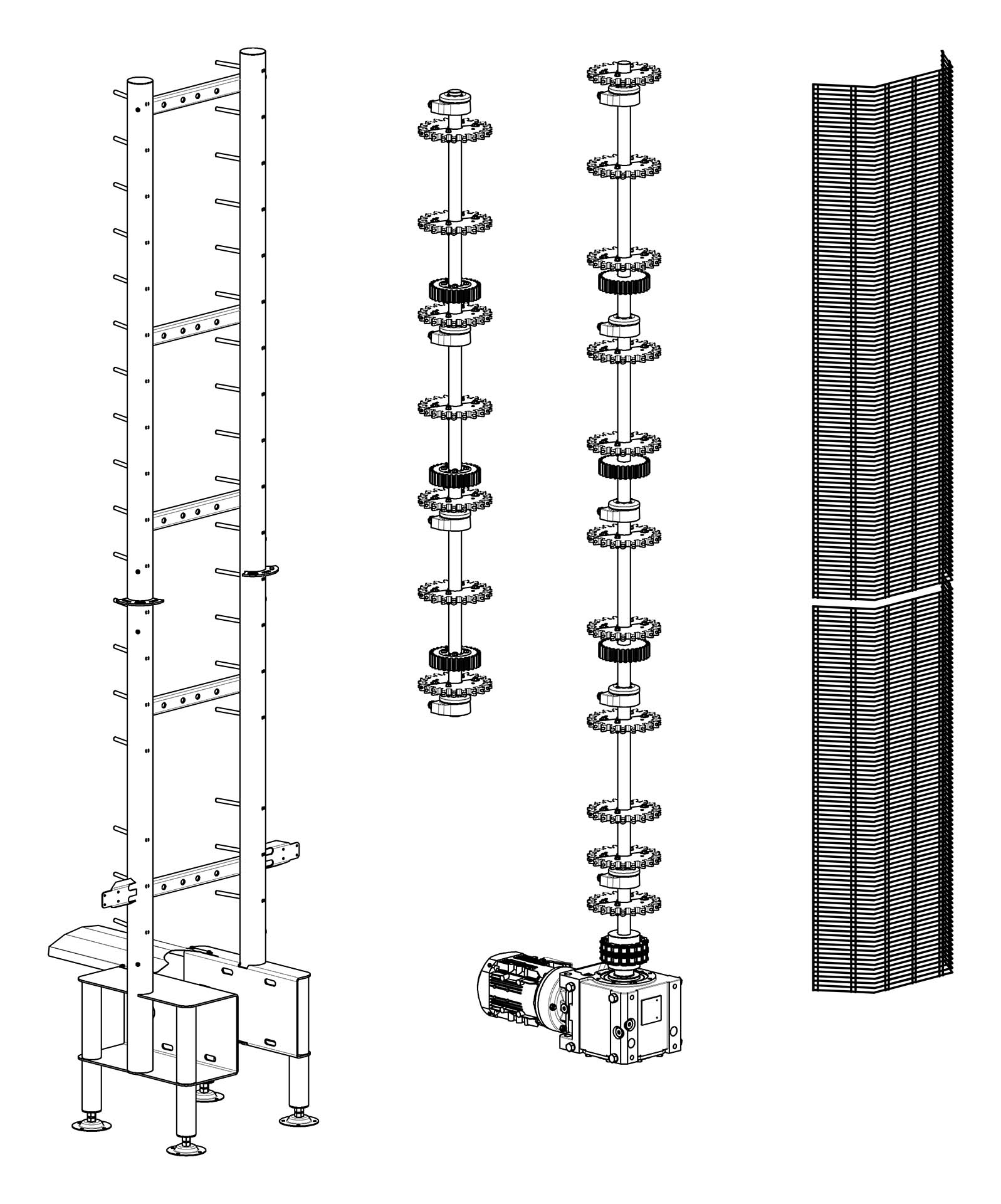
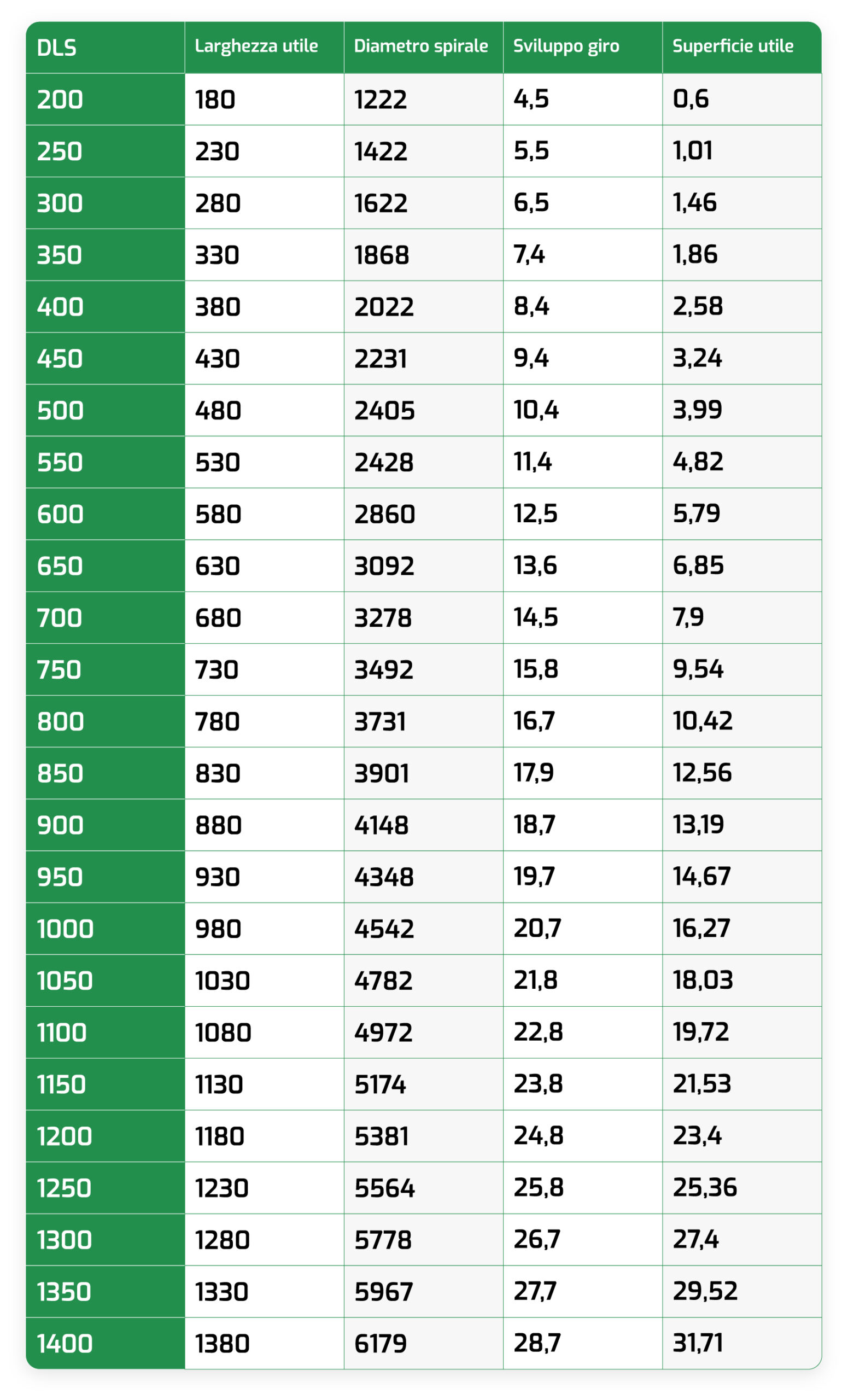
Toboga DLO
DLO gravitational descent is a spiral groove that guides the product from top to bottom It is completely made of stainless steel…

Leavening machine 2ACR
The Climate system 2ACR is the main element of the proofing chamber and is indispensable if necessary to maintain the specified temperature…

Prototypes
There are not many industrial plants in the world producing machinery and equipment that could be actively engaged in production, research and…