
Comparing the Two Systems

The spiral conveying system, through process automation, significantly enhances production standards while also saving space. This solution has gained recognition and popularity in the food industry, where the hourly transport volume is extremely high. However, since the introduction of spiral conveyors, technological and engineering innovations, coupled with meticulous design and the use of next-generation materials, have led to advanced solutions, making the “internal drum” system effectively obsolete.
Internal Drum Spiral Conveyor: What It Is and How It Works

This type of spiral conveyor consists of a modular belt that wraps around a special drum structure positioned at the center. The belt runs on low-friction plastic-profile tracks. The guides are mounted on external vertical support columns. The motorized drum, located at the center of the spiral, has a cylindrical shape and is made of tubes or profiled plates that create a modular surface.
The drum’s movement can be driven directly by a gear motor or via a chain transmission (the latter entails additional maintenance costs). In an internal drum spiral conveyor, belt movement relies on friction forces (“friction transmission”) created by the belt tension around the drum. Since the drum lacks teeth, there is a risk of slippage. To prevent this, the conveyor belt must be correctly tensioned.
Belt tension is a critical factor, essential for ensuring smooth movement and avoiding the “collapse effect.” This inherent issue in internal drum spirals necessitates an additional gear motor (placed at the conveyor exit) to support and regulate the desired tension.
Both gear motors must be equipped with inverters for tension regulation. Moreover, due to the belt tensioning characteristics, if the belt is pulled, it lifts and bends along the drum or simply slows down.
The rigidity of this drum-driven transmission system restricts configuration possibilities, as it only supports a round shape with a single conveyor belt.
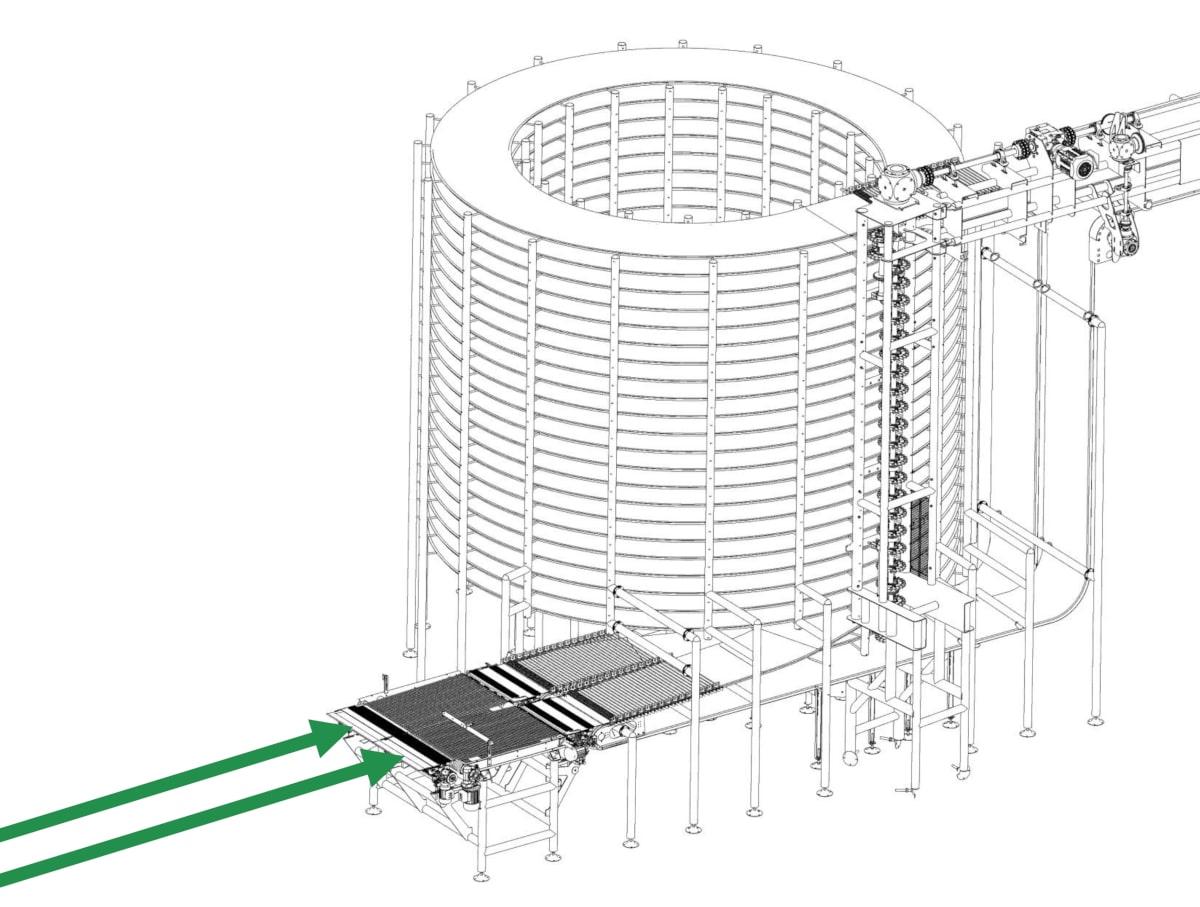
External Drive Spiral Conveyor (“Drum-Free”): What It Is and How It Works

The study of the limitations of “internal drum systems,” combined with increasingly refined and advanced design practices considering material technology, has led to a new application concept for spirals centered on an external drive system.
The central drum has been removed, replaced by an external drive system relative to the conveyor belt.
A vertical stainless-steel shaft, powered by a gear motor at the base, transfers motion to the conveyor belt through drive sprockets positioned at each spiral level. The belt is externally equipped with “teeth” that engage with these drive wheels.
This lightweight yet effective multi-level gear system transfers movement to the conveyor belt, which runs within designated tracks and is supported by a structure consisting of vertical columns (“legs”), also made of stainless steel.
The first notable effect of this innovative approach concerns the belt’s composition: eliminating the “internal drum” has enabled significant material advancements, increasing the belt’s durability and resistance.
Thus, the transition shifts from plastic to stainless steel chain technology.
ME Food Solutions’ patented solution features an AISI 304 stainless steel chain with spacers and drive teeth applied through spot welding. To ensure an ultra-low friction coefficient, the belt runs within special tracks coated with a high-tech polymer.
The exceptional robustness of the conveyor belt, combined with the “external drive” technology, enables unparalleled system flexibility, previously unimaginable and unachievable.
Key Advantages of the “Drum-Free” External Drive Spiral Conveyor
The automation of critical processes such as freezing, cooling, proofing, and pasteurization finds an effective solution in the use of a spiral system within a controlled chamber, where the necessary environmental conditions for product processing are created.
Increasing production speed while simultaneously saving space means maximizing cost efficiency and boosting revenue.
It is now essential to compare the two solutions: internal drum or ME Food Solutions’ drum-free external drive technology.
1. Flexibility
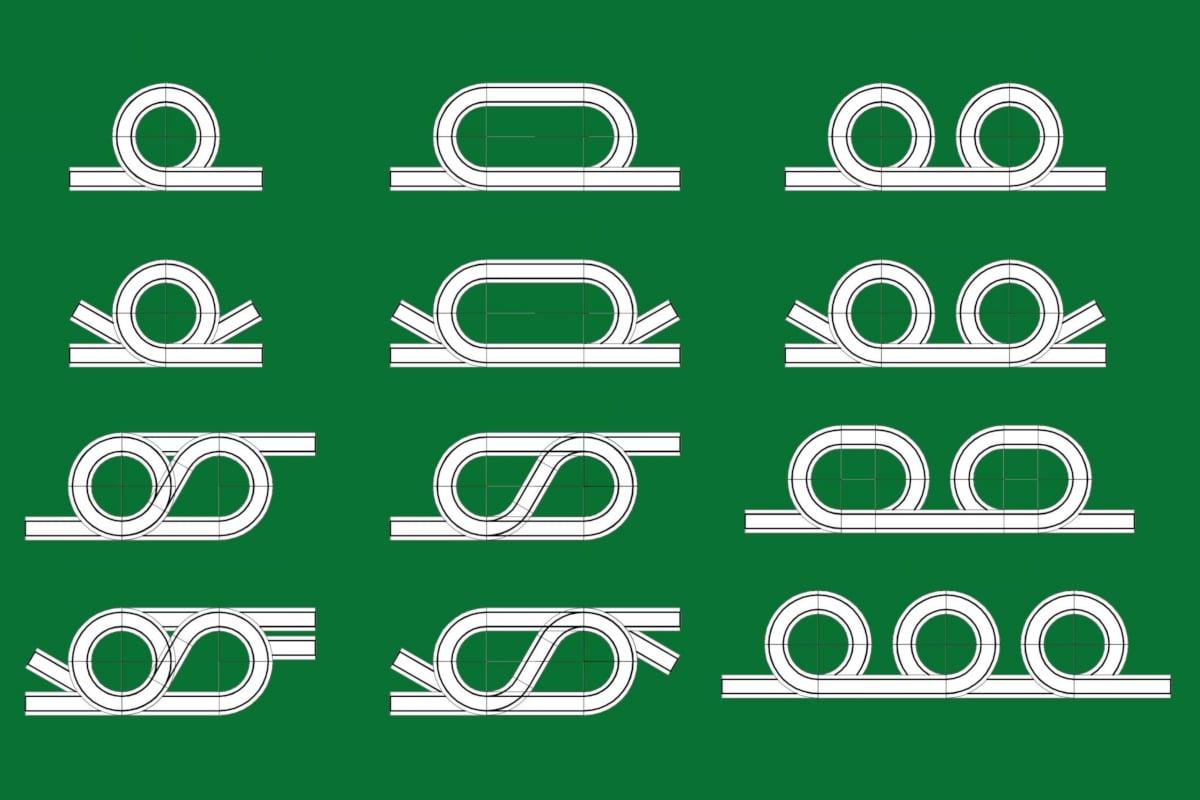
Internal drum drive systems impose shape limitations: only circular spirals with ascending or descending belts are possible.
Moreover, entry and exit sections are restricted to three options: 0°, 90°, and 180°, with additional constraints on loading and unloading heights and directions.
ME Food Solutions’ external drive spirals eliminate these limitations: configurations are virtually unlimited and include round and oval shapes, even combined, with entry and exit sections at any height and any point of the conveyor.
These spirals adapt to any environment and can even be installed around a column.
During the design phase, thanks to the extensive configuration flexibility, even highly complex customer requirements can be met.
2. Multiple Belts in One Structure
Internal drum systems control only a single conveyor belt and cannot transport multiple different products simultaneously.
The DLS-EVO model, developed by ME Food Solutions with an external drive, is fully capable of operating multiple conveyor belts within the same structure.
Thanks to years of design expertise and field experience, ME Food Solutions has developed machines that accommodate up to 4 independent conveyor belts within a single structure. Each belt can move at different speeds, allowing for customized processing and resting times for various products.
3. Belt Durability
Internal drum spirals typically use plastic belts to reduce costs and weight, making installation easier but resulting in lower durability and a higher risk of breakage.
ME Food Solutions’ advanced DLS-EVO belt is a patented innovation, made by electrically welding 6mm diameter bars to a highly robust 32mm pitch chain. Profiled teeth, welded at four points, ensure absolute mechanical resistance and enable the belt to be engaged by drive wheels.
All components are made of AISI 304 stainless steel, the highest standard for the food industry.
To handle small products, a certified technopolymer mesh is installed between the chain’s spacer bars, optionally replaceable with a stainless-steel wire mesh.
With lateral sliding elements (“wings”), the belt runs securely within the guides, eliminating collapse risks common in drum systems.
4. Conveyor Belt Width
Due to structural reasons inherent in the nature of a “drum” spiral, the conveyor belt width must be between 400 and 1000mm. This is because narrower belts are prone to collapse, while wider belts result in an unsustainable overall weight.
In ME Food Solutions’ “drum-free” solution, the belt is supported by dedicated rails held up by a sturdy structure featuring both internal and external legs connected by special round-section architraves. This ensures the structure’s stability at all times, freeing the conveyor from width constraints. As a result, the range of solutions can vary from 250 to 1300mm and more.
5. System Weight
Spiral conveyors with an internal drum drive inherently require extensive use of metal, leading to significant weight. This heavy load, combined with additional necessary equipment and product weight, often necessitates special floor and support structure preparation.
In contrast, conveyors with an external drive are 1.5 to 2 times lighter. This not only simplifies equipment placement but also positively impacts system operation. A machine that is easier and faster to heat or cool allows for more flexible production at significantly lower costs.
6. Hygiene
The internal drum is not only a central drive unit but also an actual accumulation area for various contaminants. Since it is located within the structure designated for food processing, accessing the “drum” for necessary cleaning operations is challenging: labor costs increase, yet the final result is not fully guaranteed.
Without a drum, ME Food Solutions’ externally driven conveyors do not have these issues. Most structural components have rounded shapes, and all parts of the system are 100% accessible for cleaning.
See the article “The Hygiene Philosophy”.
7. Easy Maintenance

Spiral conveyors with a drum drive contain numerous mechanical parts subject to wear and tear. At the same time, maintenance is labor-intensive and costly. To repair the drum, practically the entire structure must be disassembled.
In externally driven spirals, the number of mechanical wear parts is reduced by half. Additionally, all necessary repairs can be carried out simply and cost-effectively. For example, replacing a gear only requires removing a few screws, while swapping out a sliding side fin of the belt takes just a few seconds.
ME Food Solutions’ efficiency lies not only in the system’s high performance but also in its straightforward maintenance, ensuring that production cycles remain unaffected
8. Costs and Expenses
DLS-EVO transport systems with an external drive are highly competitive in economic terms, offering objective advantages in their use.
Millennium Engineering, the company behind the ME Food Solutions brand, continuously monitors the market and ensures its customers significant benefits over other manufacturers.
Moreover, it is crucial to emphasize that the operating costs of this latest-generation spiral conveyor are 30-50% lower than those of comparable machines. The machine’s tailored design will itself provide the satisfaction of intelligent cost savings combined with high production performance.
Millennium Engineering is one of the first companies to pioneer the development of externally driven spiral conveyors and is pleased to share with its customers all the benefits of the latest-generation DLS-EVO spiral conveyor—born from great passion, innovation, and continuous field research.