
5000kg of Bread per Hour with ME Food Solutions' Industrial Equipment
For over 25 years, ME Food Solutions has specialized in stainless steel processing and food industry equipment, manufacturing industrial systems for pasteurization, proofing, cooling, freezing, and blast chilling. The company is constantly innovating to meet its clients’ specific requirements.
ME Food Solutions thrives on challenges set by its partners, delivering highly flexible and reliable solutions. The company’s commitment to hygienic design and 24/7 remote support has established it as a global reference point for the food industry.
The Use of CO2: Innovation and Productivity
Thanks to these fundamental principles, in 2020, ME Food Solutions secured a significant project that, once fully operational, ensures the production of 5000 kg of frozen baked goods per hour.
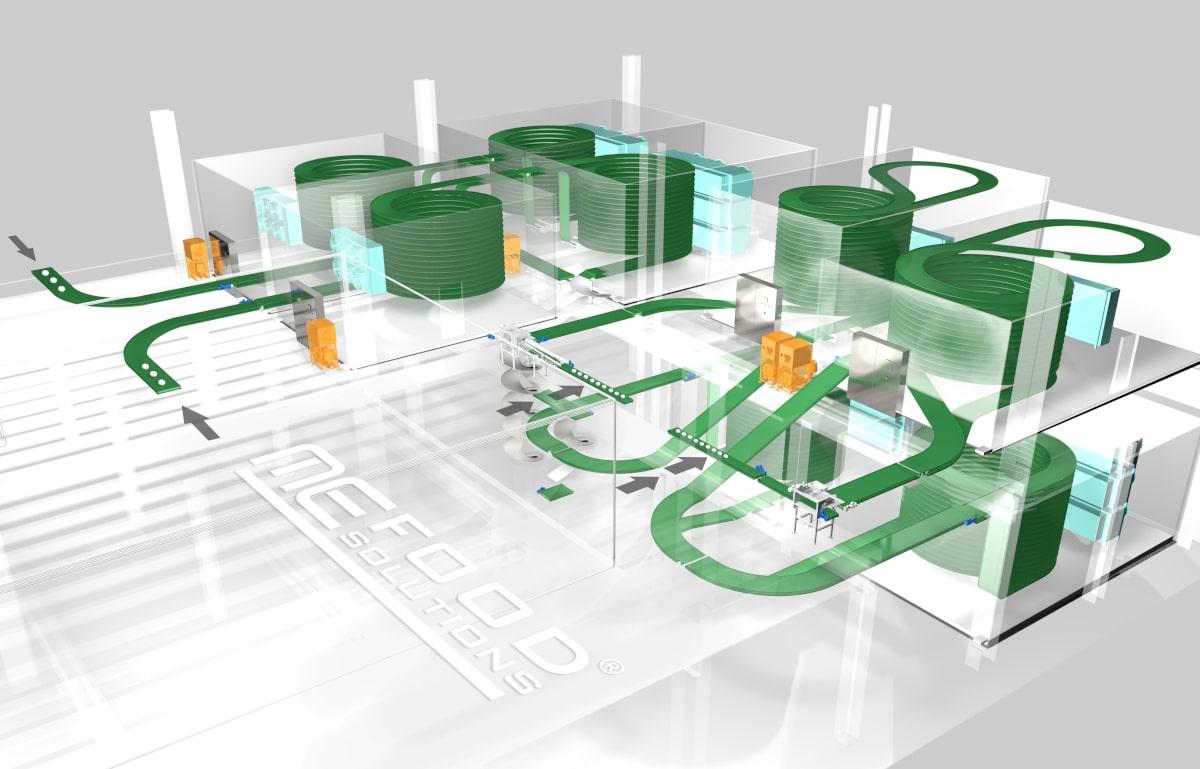
This project was a race against time, requiring the development of an integrated system of cooling and freezing spirals, connected by an advanced transport and alignment system. The result was achieved through a sophisticated glycol-water cooling group and a freezing system with a total refrigeration power of 1.36 MW.
The use of CO2 as a refrigerant is the result of collaboration between ME Food Solutions’ technical team and a leading Dutch company specializing in special air evaporators. A forward-looking approach that prioritizes environmental sustainability while meeting previously unattainable production standards.
ME Food Solutions "Passes Every Test"

For the client, ensuring the operational readiness of the production lines by autumn 2020 was a key factor in selecting ME Food Solutions as their supplier-partner.
Meeting tight deadlines requires meticulous planning, continuously monitored and adapted in response to project developments and the coordination of multiple suppliers and on-site operators.
This project was part of a major investment by one of the Balkans’ largest bakery and pastry manufacturers, with facilities in Slovenia, Croatia, and Serbia.
To verify the quality of ME Food Solutions’ systems, the client first installed a pilot system consisting of a cooling spiral and a complex conveyor belt network. The equipment underwent extended, uninterrupted work cycles at a facility near Ljubljana, Slovenia, handling pastries filled and coated with high amounts of sugar, jam, chocolate, and creams. These conditions imposed severe stress on the machine’s sliding components and mechanical parts.
The pilot test was passed with flying colors: approximately 10,000 hours of continuous production over two years.
Excellence: Testing and Continuous Support
A crucial factor strengthening the partnership between ME Food Solutions and the client was the thorough and pre-planned maintenance schedule. Developed during the project acquisition phase, it ensures 24/7 production along with uninterrupted technical support for 11 months per year.
ME Food Solutions guarantees the highest reliability by leveraging a team of specialized technicians and an online web portal that provides instant monitoring of all installed systems, ensuring 24/7 remote assistance.
To reinforce the reliability of its equipment, ME Food Solutions carefully selects its component suppliers from among the world’s most reputable companies, known for their innovation and dependability.
As part of its commitment to continuous innovation, ME Food Solutions has developed and extensively tested a cutting-edge technology fully applied to the spirals in this project. This solution significantly enhances system performance, particularly in freezing chambers, where temperatures can reach -40°C, posing extreme challenges for sliding parts and mechanical components.
Upholding its dedication to hygienic design—a core company philosophy—ME Food Solutions ensures that all its equipment is “oil-free,” meaning no lubrication systems are needed for belt movement. This feature sets it apart from all market competitors.
The new patented solution completely eliminates accumulation zones and contamination risks, delivering the highest level of hygienic design, now essential for food production facilities aiming to meet the most stringent global standards.
See the article: “The DLSNS Belt”.
Staying true to its high-quality approach, ME Food Solutions conducts factory testing of its equipment, allowing clients to monitor project progress every step of the way. This rigorous development and testing process prevents misunderstandings, last-minute adjustments, and installation delays, reducing on-site setup time while ensuring compliance with strict hygiene and production standards.